Case Study: Transport Services Optimization for a Global Biopharmaceutical Company
By Ronald van Zitteren
The Challenge
A mid-sized biopharmaceutical company engaged AIM following transformative business changes that had reshaped their logistics landscape. Following a strategic acquisition and major product portfolio expansion, they realized their existing carrier network was no longer optimized for their evolving needs. Quality and compliance standards had grown more rigorous, their geographical footprint had extended into new markets, and transport costs were rising without commensurate service improvements.
Having gone more than six years without a comprehensive carrier review – beyond the industry best practice of calibrating transportation spend every 3-5 years – the company sought a consulting partner with practical biopharma logistics expertise to deliver meaningful improvements in both service quality and cost efficiency.
Our Approach
AIM’s team drew on their direct biopharma logistics experience to identify both apparent optimization opportunities and underlying inefficiencies. This dual focus enabled simultaneous service enhancement, adoption of resilience strategies and cost reduction.
Key Elements:
Strategic Project Scoping: We analyzed historical performance, current operational challenges, and 1–3 year forward requirements to ensure the solution would meet both immediate and future needs.
Comprehensive Baseline Assessment: Together with the client, we established clear service and cost benchmarks.
Structured Documentation Package: We developed a thorough RFP documentation package incorporating existing and projected transactional data, product specifications, geographic requirements, key account profiles, and technical and service parameters. Standardized quotation templates ensured consistent, comparable, and timely proposals from all candidates.
Candidate Selection and RFI/RFP/RFQ Process: Leveraging our extensive experience and use case references, we guided the client through candidate longlist and shortlist development. We encouraged a diverse mix of established carriers, regional specialists, market newcomers and niche providers to broaden available solutions.
Proven Project Management Framework: We implemented clear governance structures, reporting mechanisms, and established templates for RFx processes, bid tracking, and analysis and recommendations.
Data-Driven Assumptions: Where data gaps existed, we applied insights from comparable engagements and our team’s operational experience.
Process-Based Evaluation: Beyond technical capabilities, candidates were assessed on responsiveness, engagement quality, strategic thinking, process adherence, proposal completeness, interpersonal dynamics, sustainability approach, operational flexibility, and relevance of bid content. These indicators helped gauge long-term partnership potential.
End-to-end Management: We managed the process from the User Requirements Specification (URS) through to the contract award, providing constructive feedback to unsuccessful candidates to maintain positive industry relationships.
Results & Impact
Network Optimization: Established an optimized carrier network, securing greater resilience for the mid- and long term.
Cost Performance: Achieved double-digit cost reduction through an optimized carrier network and a smarter lane allocation process.
Sustainability: Identified opportunities to convert at least 5% of lanes from air to ocean freight, reducing carbon footprint while projecting additional savings.
Operational Improvements: Identified opportunities to harmonize and govern transport management across internal sites and articulated the importance of maintaining a detailed lane repository and granular shipment data.
Implementation Roadmap: Developed a deployment roadmap to deliver quick wins while ensuring controlled, gradual changes to prevent service disruptions, providing a base for broader distribution planning efficiencies.
Client Perspective
The client highlighted that the structured evaluation process itself provided immediate value. Recognizing the significant improvements delivered across both service and cost performance, the client extended the engagement, asking AIM to drive the transition, implementation process, and a full operating model revamp.
The AIM Difference
Our approach combined practical industry experience with specialized expertise and agile execution:
Industry Fluency: Subject matter experts with former biopharma roles who understand client challenges firsthand.
Carrier Intelligence: Deep knowledge of carrier landscapes and capabilities across geographies and transport modes.
Proven Methodologies: Reference cases and established frameworks enabling tailored, efficient outcomes.
Boutique Agility: As a boutique consultancy focused on life sciences supply chains, we move quickly, adapt easily, and deliver efficient, targeted solutions.
Quality Oversight: Senior delivery oversight ensuring consistent quality throughout the project.
Is Your Logistics Network Keeping Pace?
If you haven’t reviewed your carrier network in recent years, or if business changes have outpaced your logistics infrastructure, AIM can help you achieve significant improvements in service quality, cost efficiency and operational effectiveness.
Contact us to explore optimization strategies for your transport network.
Articles January 14, 2026
Parallel Trade in the EU Pharmaceutical Market: Navigating Legal Obligations and Supply Chain Challenges
By Jordy Snijders and Peter Martens
Part 1 of 3 in a Series on Parallel Trade
Introduction: The Foundation of Parallel Trade
In this series of white papers, we will explore the theme of legally supported parallel trade in the European Union (EU), also known as cross-border trade or parallel import. Throughout this series, we will use the term “parallel trade” for simplicity. This first paper examines the legal framework governing parallel trade in Europe, outlines the regulatory requirements of parallel distributors, explains how Marketing Authorisation Holders (MAHs) can identify parallel trade activity, and analyzes why it is important for pharmaceutical companies operating in the EU market to know that parallel trade activity exists.
Before diving into why a pharmaceutical company selling products in Europe should be aware of this topic, let’s first go back to its origins. The free movement of goods is one of the four fundamental elements of the EU internal market, along with the free movement of persons, services, and capital. These freedoms have formed the basis for the Treaty on the Functioning of the EU, which entered into force on 1 January 1958. One of the primary objectives of this treaty was to create a single EU market in which products could easily be sold across the various member states, eliminating barriers to trade and fostering economic integration.
If we examine pharmaceuticals more specifically, EU legislation actively facilitates the free movement of goods through a single Marketing Authorisation process, a single EU market release process, and harmonized regulatory standards across member states. Furthermore, the EU is actively considering trade implications when laying out objectives for new legislation. This commitment is clearly demonstrated in the objectives of Directive 2001/83/EC, the European Community (EC) code relating to medicinal products for human use, which states that “this objective must be attained by means which will not hinder the development of the pharmaceutical industry or trade in medicinal products within the Community.”
Defining Parallel Trade
The EU defines parallel trade in its Commission communication of 30 December 2003 on parallel imports of proprietary medicinal products for which Marketing Authorisations have already been granted. According to this communication, the parallel import of a medicinal product involves importing the product into one member state from another and then distributing it outside the distribution network set up by the manufacturer or his/her authorised distributor.
The European Medicines Agency (EMA) offers a complimentary definition, describing parallel distribution as the distribution of a centrally authorised medicinal product from one member state to another by a pharmaceutical company independent of the MAH. The critical element in both definitions is the clarity that parallel trade happens without involvement of the MAH and outside of the distribution network that has been established by the MAH. The independence from the original supply chain is what distinguishes parallel trade from distribution channels setup by the MAH.
Detectability: How to Identify Parallel Trade Activity for Your Products
The detectability of parallel trade is high due to robust regulatory frameworks. Since May 2004, when Regulation (EC) No 726/2004came into force, all medicinal products on the market in the EU distributed in parallel have been required to comply with the requirements of the EMA notification procedure for parallel distribution.
An initial notification is a parallel distributor’s formal communication to EMA, informing the Agency of their intent to source, repackage, and distribute a centrally authorised medicinal product between EU member states. The Agency performs a comprehensive compliance check of the particulars of this notification with the Marketing Authorisation and EU legislation on medicinal products. When this check confirms that the plans of the parallel trader comply with the conditions laid down in the EU legislation and the Marketing Authorisation of the specific product, EMA issues a Parallel Distribution (PD) notice.
The parallel trader is also required to maintain and update the status of the notification to the EMA on an ongoing basis. Furthermore, the product distributed in parallel must always be following the latest version of the Marketing Authorisation and EU legislation on medicinal products. This may require the parallel trader to introduce changes to the labelling and the package leaflet before they start trading the product or while the product is being traded. Parallel distributors are expected to implement non-safety related changes to the product information within six months of the publication of updated annexes, and within three months for safety-related changes.
Table 1: Key Requirements for Parallel Traders
Furthermore, when submitting the first initial notification for parallel distribution of a centrally authorised product, the parallel distributor will be requested to provide the Agency with images of the final repackaged product. Mock-ups do not suffice in this instance.
Once the parallel trader has met all requirements, paid the corresponding fees to EMA, and EMA has issued the parallel distribution notice, the parallel trade may commence. Next to the potential special mechanism notification, the MAH may also regularly review the data in the EMA parallel trade registry. This registry publishes all PD notifications to create greater transparency, increase identification of notices, and provide more information to competent authorities and MAHs. It publishes approximately 2,500 PD notices per year, which gives a clear indication of the scope of parallel trade in Europe. This substantial volume underscores why MAHs very actively monitor parallel trade activity affecting their products.
Impact on Marketing Authorisation Holders
Why should a biopharma company care about legal trade of its products happening outside its established distribution channels?
The answer lies in the fact that EU pharmaceutical markets operate between two opposing forces. On one hand, parallel trade is legally permitted under the principle of free movement of goods. On the other hand, MAHs carry a legal obligation to ensure sufficient supply to provide adequate access for patients in each individual EU market in which the company is commercially active.
Figure 1: The Challenge of Balancing Shortage Regulations, Obligation to Supply, and the Impact of Parallel Trade
These forces can pull in opposite directions and balancing them has become increasingly complex as the EU’s growing focus on drug shortage prevention has made supply obligations even more stringent. But what does the legal obligation to supply for MAHs mean?
Under Article 81 of Directive 2001/83/EC, MAHs are legally obliged to ensure the so-called “appropriate and continued supply” of medicinal products that meet the needs of domestic patients in the member state. At its core, this obligation acts as a public health safeguard, protecting patient access to essential medicines while maintaining market stability and preventing restrictive supply practices.
For MAHs, meeting this obligation is becoming increasingly challenging as their product supply chains face, among other things, resource constraints including limited raw material availability, finite production capacity, complex manufacturing timelines, and supply chain vulnerabilities.
At the same time, the EU’s growing focus on shortage prevention has made managing this balance even more complex. Several member states have introduced minimum stockholding obligations to secure local availability and protect against supply disruptions. As an example, France requires MAHs to maintain at least a two-month safety stock of each medicine to ensure continuous patient access. Despite being a smaller market, the Netherlands has also introduced stockholding requirements across the supply chain to reduce the risk of shortages. Additional member states have implemented or are considering similar measures, creating a patchwork of national supply requirements that MAHs must navigate and meet.
The positive news for MAHs on this front is that the EU is working on an EU Pharmaceutical Package (2023–2024) introducing harmonised EU rules on shortage prevention and monitoring of critical medicines. This initiative aims to standardize shortage reporting requirements across member states, improve early warning systems, enhance coordination between national authorities, and strengthen supply chain resilience. The potential downside, however, is that it will likely introduce more stringent obligations for MAHs, expand reporting duties, and enhance oversight of supply continuity.
Failure to uphold the obligation to supply can have serious regulatory, financial, and reputational consequences. Authorities may impose fines or suspend Marketing Authorisations, while shortages leave patients without access to essential treatments and cause serious patient safety concerns. Beyond these direct consequences, shortages also create a heavy administrative burden. MAHs must promptly notify authorities of actual or anticipated shortages, justify root causes, and outline recovery plans, all under strict reporting timelines. So, while these measures aim to strengthen supply resilience and protect patient access, they also significantly increase the supply chain and compliance burden on MAHs.
Another key element that may impact MAHs is pharmacovigilance. According to Title IX of Directive 2001/83/ECand Section 5 of Regulation (EU) 2019/6, the responsibility for pharmacovigilance lies with the member states and the MAH. The EMA does not request any information regarding pharmacovigilance or the responsible person for pharmacovigilance from the parallel trader during the notification procedure.
This creates a critical compliance risk because the MAH must be able to fulfill the pharmacovigilance requirements for products that have undergone processes outside their control—re-packing or re-distribution—or in markets in which they may not distribute directly. This presents a key compliance risk for patient safety monitoring and puts an additional strain on the MAH’s resources. For example, it makes adverse event tracking and reporting more complex. It also makes it more difficult to maintain pharmacovigilance systems across markets where the MAH may have limited presence.
The Dynamic Nature of Parallel Trade
How is legally permissible parallel trade influencing supply obligations, you might ask? The answer lies in the nature of the trade, namely it is not static. Because parallel trade happens outside the view and control of the MAH, it is very difficult to predict in which direction it flows. Market dynamics, price differentials, and opportunistic trading patterns can shift rapidly, creating significant challenges for supply planning.
A company may experience an unexpected increase in demand in one market and, as a response, increase production of the relevant market SKU only to find that the week thereafter, the demand surges in a different market. Given the scarcity of raw materials, production capacity and with that finished product availability, an MAH may find itself allocating valuable resources to producing materials not required to meet critical demand. This not only potentially leads to scrapping of product due to market-specific labeling, language requirements, or expiry concerns, but more importantly, it may prevent an MAH from producing the right SKU at the right time. The inability to anticipate parallel trade flows can lead to an unexpected shortage in a specific market. As described earlier, due to the heightened regulatory scrutiny on shortages, this can result in financial penalties, serious reputational damage, and most critically, potential negative patient impact.
Due to the scarcity of resources and the inherent constraints in pharmaceutical manufacturing, it is not simply a matter of increasing overall stock levels. Holding excess inventory across all markets is financially and operationally prohibitive. Many pharmaceuticals have limited shelf lives, making excess stock risky. Specialized storage conditions add significant costs, each market SKU requires specific labeling and regulatory compliance, and manufacturing facilities typically operate near capacity. All those factors conspire to make it impossible to simply manufacture more product.
Looking Ahead
In this first paper we have:
Examined the legality of parallel trade in the EU and its foundation in the principle of free movement of goods
Listed the requirements that parallel traders must meet to remain compliant with EMA regulations
Explained the mechanisms by which an organization can become aware of parallel trade activity affecting its products, and
Analyzed the potential impacts on MAHs
Clearly, we are dealing with several legal principles that are intended to improve the flow and availability of medicines to patients, but nevertheless present opposing forces that pull MAHs in different directions. MAHs must simultaneously meet stringent supply obligations in each market, comply with shortage prevention regulations, maintain comprehensive pharmacovigilance systems, optimize production capacity, and respect the legal right to parallel trade. Ultimately, this makes it a difficult balancing act.
In the next paper, we will create a practical framework to help companies assess their product supply chain and evaluate the chances that their product will be the subject of parallel trade. Factors we will consider include geographical scope and launch sequence, supply chain and distribution channel strategy, artwork and packaging considerations, and more.
The third and final paper in this series is all about tactics and tools. We will explore what practical tools and tactics an organization can apply to manage the effects of parallel trade, how to maintain compliance while optimizing supply chain operations, best practices for monitoring, and responding to parallel trade activity. Stay tuned for more insights.
The complexities associated with parallel trade often require specialized expertise in process development and system implementation. AIM helps companies establish guidelines and processes around parallel trade to create monitoring capabilities, optimize supply chain design, and develop compliant methods and responses for managing the impact of parallel trade activities.
AIM publishes information and provides expertise on supply chains for a wide range of biopharma products. Please follow our LinkedIn pageor visit our Insights pageto stay up to date. To discuss the contents of this article, or if you would like to have an introductory consultation, please contact our team.
Centralized, Localized, or Both? Navigating Pharmaceutical Distribution Across Europe
By Corné van Raak, Peter Martens and Ronald van Zitteren
In a previous white paper, we explored the challenges pharmaceutical companies face in selecting the right European distribution partners and in building sustainable, mutually beneficial partnerships. Now, we shift our focus to the complexity of the European pharmaceutical distribution network, asking a key question: Can a centralized distribution model work in Europe, or do the continent’s market realities, regulations, infrastructure, and specific therapy requirements demand a more tailored approach?
The answer is not straightforward – and that is exactly what makes it worth examining. Europe represents one of the most complex pharmaceutical logistics environments in the world. Unlike the United States, where uniform regulatory and reimbursement frameworks govern distribution nationwide, Europe is comprised of a patchwork of 27 EU member states, plus additional non-EU countries. Each maintains its own laws, healthcare systems, pricing regimes, and logistical infrastructures. In such a fragmented landscape, traditional factors such as geographical distance and delivery lead times often play a less decisive role in shaping distribution strategies.
Here, we examine the market dynamics and role of third-party logistics (3PL) in Europe, examine six critical centralization considerations, and explore why a hybrid distribution model may offer the optimal balance for pharmaceutical companies operating across Europe.
Key Insights on Pharmaceutical 3PL Use in Europe
As we outlined in our previous paper, the right 3PL providers in Europe can operate as strategic extensions of the manufacturer, managing the entire logistics chain from product release to delivery at the final point of dispensing. They adhere to Good Distribution Practices (GDP), comply with both EU-level and national pharmaceutical regulations, and maintain certifications such as ISO, EcoVadis and ISAE.*
Their core services typically include:
Temperature-controlled storage and transportation to preserve product integrity
Order processing, packaging, and distribution to wholesale, hospital, pharmacy, and direct-to-patient channels
Value-added services such as relabeling, repackaging, serialization, and full order-to-cash management (order fulfillment, invoicing and payments)
This sector is experiencing rapid growth. In 2024, the European pharmaceutical 3PL market was valued at USD 36.7 billion and is projected to expand at a compound annual growth rate (CAGR) of 9.6%, surpassing USD 63.7 billion by 2030. Leading national markets reflect this momentum. For example, Germany’s pharmaceutical 3PL sector is forecast to exceed €2 billion by 2025, growing at approximately 4.5% CAGR.1,2
To meet these rising demands, market leaders are investing heavily in real-time temperature monitoring systems and transport solutions, traceability improvements, and enhanced IT platforms. These tools enable improved drug integrity monitoring, end-to-end visibility, and provide improved control over complex, multi-market supply chains.3
More Than Vendors: 3PL Providers are Strategic Partners In this environment, 3PL providers are far more than outsourced service vendors. They are strategic partners enabling manufacturers to focus on core competencies such as drug discovery, clinical development, manufacturing, and market expansion while delegating the operationally intensive, regulation-bound, and often complex logistics functions to experienced specialists.
By leveraging local expertise, regulatory knowledge, and operational infrastructure, 3PL providers help manufacturers navigate the continent’s challenging distribution terrain marked by both opportunity and complexity.
Current 3PL Landscape and Challenges to Centralization While the idea of a fully centralized European distribution hub is appealing for many of our clients, offering potential economies of scale, unified oversight, harmonized reporting, and simplified coordination, it also faces a range of practical complexities. These include several structural and operational considerations that can significantly influence how distribution strategies are shaped and implemented across the region:
Figure 1: Six critical considerations for centralized distribution
1. Regulatory Fragmentation Europe is far from a single regulatory zone for pharmaceutical distribution. Each country maintains its own compliance, licensing, taxation, and trade compliance rules. Though GDP requirements are harmonized at an EU level, they are interpreted differently by national regulators. For instance, regulatory and entity-specific requirements, such as restrictions on routing non-EU flows through central hubs in Germany, local selling obligations, or the need for local storage and QA-/QP- release in markets like Switzerland, can limit or complicate centralized distribution models.
2. Market Distribution Channels Pharmaceutical products in EU countries are distributed through a combination of full-line wholesalers, direct-to-pharmacy models, regional distributors, and, in some cases, direct manufacturer-to-patient channels. The specific distribution pathways are shaped by national regulations, regional and local supply chain complexity, and market size. Overall, Europe’s pharmaceutical channel structures are diverse and continuously evolving, balancing traditional wholesale models with more direct distribution strategies and even more exclusive supply arrangements for specialty products.
3. Complex Cold Chain and Specialized Handling The rapid rise of biologics, cell therapies, and other high-value specialty products has increased the demand for precise temperature control, rapid turnaround times, and specialized handling protocols. Such requirements often depend on local infrastructure, climate, and demand patterns. Centralized hubs distant from end markets, typically leveraging large scale integrator networks, may lack the flexibility to adapt quickly to these variables, putting product integrity and treatment timelines at risk.
4. Operational Complexity and Scale Integrating the supply chains of 27 EU member states—all with various languages, currencies, infrastructures, national distribution networks, and local regulatory interpretations—requires continuous investment in infrastructure, technology, and change management. An example of changing processes is the impact of Directive 2014/55/EU that governs e-invoicing. Transposition of this directive has been ongoing for years and has required 3PLs to continuously develop their e-invoicing capabilities to support their order-to-cash offering across various EU countries, adding considerable technical complexity to the processes.
Another example to highlight is that from a physical movement perspective, there has been an ambition in Europe to have an integrated actively temperature-controlled distribution network covering the continent for many years. There have been various efforts to create it, but currently there is no fully integrated parcel temperature-controlled distribution network covering the whole of Europe. For a centralized distribution model, this means 3PLs often use integrators with passive packaging solutions that significantly increase the cost of distribution or use line hauls to link up with local, country-specific networks. Depending on the volume, such line hauls may only run several times per week.
5. Service and Delivery Lead Time All the above factors impact and determine the service level and delivery lead times. From a central location, delivery lead times in the EU can range from next day to 72 hours or longer for islands, remote areas, or countries for which there are no daily departures. In today’s fast-paced world, customer expectations on availability, in part driven by drug shortages, have gone up. While a 24-hour delivery requirement may not be medically necessary for a scheduled specialized treatment or recurring monthly prescription, the market processes have evolved in such a way that this expectation for rapid delivery often still applies. In addition, pharmacies and hospitals tend to limit their stocks leveraging daily or even same day delivery service from the wholesaler or manufacturer.
6. Customer Centricity Next to demanding service lead times, customers expect localized service, including support in their own language and awareness of cultural sensitivity and market norms. They value responsiveness aligned with familiarity around local ways of doing business. These high expectations, when integrated into centralized solutions, can present both operational and cultural challenges.
The Hybrid Model: A practical Alternative
Given these challenges, a hybrid distribution strategy emerges as a realistic, strategically sound alternative, offering the benefits of coordination without the vulnerabilities of over-centralization.
Regional or National 3PL Hubs Connected via Line Haul Transportation Positioning specialized 3PL providers in strategic countries or regions allows manufacturers to adapt to local practices where they add the most value while still benefiting from centralized oversight and coordination. Local benefits shine in end-customer interactions: communicating in the local language increases the level of customer intimacy and efficiency. In certain markets, having local knowledge—such as payment behavior patterns—will most certainly speed up processes and reduce a pharmaceutical company’s days sales outstanding.
Enhanced Service and Delivery Lead Times One of the key potential benefits to a hybrid model is improved service and delivery lead times. It goes without saying that having a stock point closer to your end customers from which to distribute will naturally reduce delivery lead time. The advantages extend further. Storing product at various locations in Europe makes it easier to connect to local active temperature control distribution networks. Not only do such networks often provide the shortest delivery lead times to the majority of delivery points, they also significantly reduce packaging waste and cost. Shipping from a central location often requires a passive shipper box, whereas local distribution via an active temperature-controlled network simply utilizes a cardboard box. Another potential benefit is the localization of customer service and order-to-cash activities. Additional local market knowledge typically leads to an enhanced customer experience.
A sensitivity analysis that encompasses all the above-mentioned elements (often captured through, and supported by, a detailed last mile study by individual market volumes) can be very helpful for a pharmaceutical company. It can clearly show the “end-to-end landed cost” per delivery or sales unit, as well as provide a detailed understanding of—and a benchmark for—the distribution model that would be most beneficial.
Strategic 3PL Networks Combining the strengths of a strong European 3PL partner with a European hub—along with selective use of local hubs and/or additional local 3PL providers—can achieve consistency, cost efficiency, and reliable service delivery across markets. At the same time, localized partners can be engaged strategically to ensure compliance, address market-specific needs, and maintain the speed and service levels customers expect.
Enhanced IT Coordination and Integration Data exchange from a single central source remains one of the key benefits of centralization. However, in today’s world, integrating multiple data sources in automated or semi-automated ways has become much easier. While having access to data and information through a single 3PL analysis tool or maintaining a single connection still requires less effort, working with a hybrid model in Europe demands proper resourcing and IT coordination to manage multiple data streams effectively.
Figure 2: Hybrid distribution model – a strategic combination of centralized efficiency and localized expertise
Ultimately, the hybrid model attempts to balance the realities of fragmented regulation and market diversity with the efficiencies achievable through technology-enabled coordination and selective regional integration.
Summary: The Strategic Imperative
The decision between centralization and localization is not purely operational. It is a strategic choice with long-term implications for market access, patient outcomes, and competitive positioning. Fortunately, the decision is not static. As a pharmaceutical company approaches the European market for the first time, a central model can be highly suitable to support the early launch activities. Service-related challenges may not weigh as heavily when you’re first entering a new treatment space. However, as the organization matures, achieves sales growth, enters new markets, and competitors start appearing, early decisions must be revisited.
In the long run, for pharmaceutical companies with established market penetration and mature organizations, today’s European market, with increasing regulatory complexity, product specialization, and patient expectations, makes the hybrid model potentially the optimal balance between control and adaptability.
Pharmaceutical companies that succeed will be those who partner with 3PL providers capable of delivering both pan-European integration and deep local expertise, ensuring regulatory compliance, safeguarding product integrity, and maintaining uninterrupted patient access across one of the most complex distribution environments in the world. The question isn’t whether to centralize or localize – it is how to strategically combine both approaches to serve patients effectively while building a resilient and adaptable supply chain for the future.
At AIM, we specialize in helping pharmaceutical companies design and optimize supply chains that balance central efficiency with local responsiveness. Our work spans the full process, from assessing and defining the pan-European strategy, selecting and integrating the right 3PL partners to implementing robust, compliant distribution models tailored to each market. Through hands-on experience and strategic insight, we help organizations create scalable, efficient, and patient-focused supply chains that evolve with their growth and market needs. To discuss the insights shared in this paper, or to explore how AIM can support you, please contact us here.
AIM publishes information and resources related to a wide range of life sciences supply chain topics. Please follow our LinkedIn page or visit our Insights page to stay up to date.
*ISO – International Organization for Standardization; EcoVadis – Global standard for sustainability performance; ISAE – International Standards on Assurance Engagements
E-Invoicing Is Becoming Mandatory in Europe: How to Prepare for the New Requirements
By Jordy Snijders and Peter Martens
The landscape of how European companies invoice each other is undergoing its biggest transformation and its happening now. E-invoicing is no longer an “administrative” topic, it is becoming a license to operate in Europe. Countries like Germany and France are already rolling out mandatory requirements that will soon affect every business-to-business (B2B) transaction.
Why should you care? The deadlines are real, but the impact goes beyond simply meeting requirements. Factors to consider include cash flow, market entry complications and operational friction. With each country rolling out its own model, this creates a patchwork that may be difficult to navigate. Missing these deadlines could mean penalties, payment delays or being locked out of critical supply chain partnerships.
The Shift Is Already Underway
The foundation for Europe’s current e-invoicing frameworks can be traced back to EU Directive 2014/55/EU, adopted in April 2014. The Directive required all EU public administrations to be able to receive and process electronic invoices that meet a common European standard (EN 16931). This created the legal and technical groundwork for interoperability in public procurement across the EU and paved the way for the broader B2B mandates now emerging across Europe.
For the EU-Big 4 markets:
Italy: Already ahead of the curve since 2019, requiring all domestic B2B invoices to be processed through its national clearance system.
Germany: From 2025, all businesses must be able to receive e-invoices that conform to the EN 16931 standard. Issuing e-invoices becomes mandatory from 2027 for large companies and for all B2B transactions by 2028, with paper and non-structured formats permitted during the transition period.
France: From September 2026, all VAT-registered companies must be able to receive structured e-invoices, and medium-large companies must also issue them via the public portal (PPF) or certified private platforms (PdPs). Full B2B coverage for all companies becomes mandatory on 1 Sep 2027.
Spain: From 2027, large companies must be able to receive and issue e-invoices aligned with the EN 16931 standard and provide status notifications to suppliers. From 2028, also smaller companies must be able to receive and issue e-invoices, with mandatory status notifications to suppliers from 2029.
What This Means for Your Supply Chain
The implications are particularly significant for pharmaceutical and biotech companies managing complex, multi-country supply chains:
Supply chain continuity depends on adherence to e-invoicing requirements Can your current systems or the systems of your partners generate, send, receive, and process invoices in formats that meet the EN16931 requirements? If one partner is not aligned, you risk disruptions with customers and partners such as contract manufacturers, API suppliers, distributors, logistics partners, or wholesalers. The transition period creates a mismatch that needs careful management.
European launch decisions Companies that are planning their European launch now are faced with a key decision. Will they implement the ‘end state’ solution (e.g., EN 16931 standard format) right from the launch or will their customers and suppliers not yet be ready to receive or issue such invoices?
One size doesn’t fit all Each country is implementing a different regulatory-driven technical infrastructure. Italy, being the frontrunner, adopted a hard clearance governance model in 2019, while in the other EU-big 4 markets, different models are being established. With staggered deadlines across markets, you will need a transition strategy that accounts for where you operate and where your supply chain partners are located.
What Businesses Should Do Now
Companies that are active in the markets with current or upcoming e-invoicing mandates, acting early is essential. In case of an in-house order to cash solution, companies should review whether their systems can receive and process structured formats, and support interoptability with regulatory models. Alternatively, companies may rely on a specialist partner to take away the complexity of the e-invoicing landscape and ensure adherence to e-invoicing requirements across markets.
In case of an outsourced operation, it is key that your partner ensures you meet the new e-invoicing requirements. Proactivity in this space is advised to ensure the solution that your partner has developed or is developing will be delivered on time and robust.
At AIM, we navigate the complexities of European e-invoicing requirements for life science companies. Our team can help you assess your readiness, navigate country-specific requirements, and support your team and/or partners with meeting these timelines. Don’t wait until non-adherence to e-invoicing mandates disrupts your supply chain. Let’s talk about how to future-proof your invoicing operations across Europe.
Articles May 27, 2025
Establishing Biopharma Supply Chains in New Markets: A Strategic Guide with Gulf Cooperation Council Insights
By Ronald van Zitteren and Corné van Raak
In the increasingly competitive and innovation-driven biopharma industry, growth is not only a strategic objective for companies, it’s also a necessity. While expanding market share, launching new products and technologies, and acquiring assets through mergers and acquisitions remain key drivers, international expansion offers a powerful route to sustainable long-term growth. Success in new geographies hinges not only on regulatory acceptance and commercial readiness, but also on the effective design and execution of robust supply chain and distribution strategies.
Understandably, the complexities of global expansion demand more than just ambition – they require a tailored blueprint. How can companies ensure their supply chains are not only scalable but also resilient and responsive to the nuances of each new market?
This article explores the critical supply chain and distribution considerations that underpin international expansion, with a particular focus on the Gulf Cooperation Council (GCC) countries. The member nations include Bahrain, Kuwait, Oman, Qatar, Saudi Arabia, and the United Arab Emirates. Collectively, they represent an increasingly strategic region for biopharma investments.
Prioritizing the Right Markets for Expansion
Although the industry strives to serve “every patient, every time,” companies must also ensure commercial viability and profitability. Consequently, initial product launches are often prioritized in what the IMF calls the Advanced Economies – such as the US, Canada, Europe, Japan, South Korea, Australia and New Zealand. These markets offer mature and predictable regulatory frameworks (controlled by agencies like the FDA and EMA), market access, established pricing and reimbursement models, and high-return potential. These factors help make them natural launch paths for new products.
Figure 1: Global Country Classification by Economic Development (as defined by UNICEF, IMF and UN)
Once launches are secured in mature, high-value Advanced Economy countries, companies often begin evaluating opportunities across emerging and developing economies. According to United Nations classifications there are roughly 130-140 Emerging and Developing Countries and 46 countries have been designated as Least Developed Countries. Given the broad and diverse list of emerging and developing countries to consider, a structured approach to prioritization is necessary. This is guided by factors like regulatory feasibility, market readiness, healthcare infrastructure, receptiveness for innovative therapies and return on investment.
The BRICS nations (Brazil, Russia, India, China, and South Africa) are often assumed to be the natural next step due to their scale and economic influence, though each presents unique challenges. These include complex and evolving regulatory landscapes, lengthy and sometimes unpredictable approval timelines, and challenging reimbursement mechanisms, all of which can delay access and dilute commercial viability.
As a result, many biopharma companies are turning toward more navigable and strategically aligned regions, such as the GCC region, North Africa, and Eastern Europe. These regions not only offer improving regulatory pathways and investment in healthcare infrastructure that mirrors Western standards, but there is also rising patient demand for innovation and participation in clinical studies, all of which are key indicators of market readiness. Additionally, proximity to European regional company infrastructure (European commercial and operational headquarters) allows for integrated management of day-to-day operations in those regions.
While the decision of where to expand is often led by commercial and regulatory teams, the question of how to serve those markets and the task of executing effectively lie primarily with the supply chain and operations teams. Making market entry feasible hinges on the design of distribution frameworks that are flexible, compliant, and scalable.
A common approach, particularly for companies with one or two initial products, is to leverage a good distribution)partner. This allows biopharma companies to rapidly reach their markets of choice. However, how easy is it to decide between using a distributor, wholesaler, international pharmacy, or even establishing an entity? The simple answer is: “it depends.” Factors such as a company’s maturity, risk tolerance, and growth outlook can all affect a company’s approach. Even when working with a partner, launch preparation and operational supply chain management remain highly hands-on functions that require foresight and cross-functional coordination.
Gulf Cooperation Council (GCC) Insights
In the remainder of this document, we turn our focus to the GCC region to share a compelling and illustrative example of how supply chain design can enable international growth for biopharma companies. The GCC presents a unique mix of harmonized regional frameworks and country-specific complexities that make it both attractive and operationally challenging.
Recently, the AIM team presented a client case study at the LogiPharma 2025 conference at Lyon, France, where we presented key learnings from our collaboration with Agios Pharmaceuticals. This real-world example highlighted many of the critical success factors required to effectively navigate supply chain execution in the region.
Figure 2: Gulf Cooperation Council (GCC) member countries and size (population)
While the GCC offers strong commercial potential, its attractiveness extends beyond profitability. This region has a growing unmet medical need, favorable demographic trends, and improved access to innovative therapies. Regulatory structures are also evolving in a direction that supports innovation: for instance, Saudi Arabia allows patient access to new therapies in certain situations even before FDA or EMA approval is granted. Additionally, the Gulf Health Council plays a central role in harmonizing drug registration and procurement across the region, and streamlined access is possible through unified procurement platforms and initiatives like the Gulf Central Drug Registration Program. On a more practical level, there is a shared language (Arabic) across the GCC countries and a widespread use of English. These cultural and linguistic commonalities can accelerate rollout.
Before diving into execution, it is essential to break down the key components that form a successful market entry strategy. In the sections that follow, we walk through the core steps that biopharma companies should cover:
Mapping physical, financial, and Information flows
Developing a regulatory and operational roadmap
Identifying and qualifying regional distribution partners
Establishing launch work streams
Each of these steps plays a critical role in translating a market opportunity into a successful market launch.
1. Mapping Physical, Financial, and Information Flows
From our experience, successful expansion begins with laying the groundwork through a structured and cross-functional effort to map out the desired physical, financial, and information flows. This planning process must include input from across the organization including Regulatory Affairs, CMC/Technical Operations, Finance and Tax, Commercial, and Quality among others, ensuring alignment from the outset. The resulting alignment document acts as a good starting point for the supply chain setup. Key questions that must be addressed early:
Where is the product manufactured and where will it be stored?
How will the product flow through the region?
Who will be the first economic customer in each market?
What licensing, customs, and compliance steps are required based on each route?
For example, for a launch in the GCC region, whether the product is manufactured in the US, UK, Switzerland, or Europe, and then shipped into a hub in Dubai or to a local distributor in Bahrain, will trigger a variety of requirements and actions. These decisions have far-reaching implications, from trade compliance and pharmaceutical licensing to optimal Incoterms 2020 selection. Each route-to-market configuration requires analysis, especially given the implications for service, cost, speed, risk and regulatory burden.
2. Developing a Regulatory and Operational Roadmap
Once foundational planning is complete, a detailed project roadmap, or overall timeline, should follow. This roadmap must factor in:
National regulatory approval timelines and strategic sequencing
Time needed for manufacturing readiness
Regional licensing requirements
Partner contracting and onboarding
This is often where projects become complex. Even with a seemingly harmonized region like the GCC, each country has its own import requirements, regulatory pacing, and documentation requirements. Subject matter expertise is essential – not only to interpret requirements correctly but to avoid costly missteps.
For US-origin biopharma companies without a local footprint, the challenge can be magnified. Many are hesitant to commit to local infrastructure or “boots on the ground” too early in their commercial journey. In such cases, choosing capable and compliant partners becomes even more critical.
3. Identifying and Qualifying Regional Distribution Partners
Partner selection is one of the most time-sensitive aspects of a successful market entry. Identifying and qualifying regional distributors, logistics providers, or local representatives takes time. From long-listing and short-listing to due diligence, contracting, qualification, and onboarding, the process requires many resources.
We strongly recommend initiating partner search efforts early, well before commercial launch is on the horizon. Given the potential for delays in regulatory approvals or commercial and financial urgency, it’s vital to prevent supply chain readiness from becoming the critical path bottleneck. In many cases, compressing timelines becomes unavoidable, making early preparation essential to avoid high-risk or last-minute workarounds as initial buffers are exhausted.
4. Establishing Launch Workstreams
To manage the breadth of decisions and parallel tasks, we recommend organizing a launch team across four key workstreams:
Supply Planning: Manage API sharing, manufacturing lead times, shelf-life requirements, and the establishment of a Sales and Operations Planning (S&OP) process.
Production Readiness: Define SKUs and artwork specifications, meet local serialization and labeling requirements, and plan for production challenges.
Logistics Management: Address product flows, licensing requirements, incoterms and supply risk and complexity.
Distribution Partnership: Finalize partner selection, establish onboarding and ongoing management, and ensure commercial visibility.
These workstreams help surface and resolve tactical questions early. For instance, will a dedicated Saudi Arabia pack be created, or will a shared GCC pack be used with bilingual (English and Arabic) labeling? What are the country-specific shelf-life and stability requirements? Which temperature controls or packaging formats are required? Other important questions can be around the mode of transport (road, ocean, air) and applying / negotiating the right Incoterms 2020 – which may not always be obvious. Even small details can become critical bottlenecks. For example, expiry date formats differ by region – some cases may require month names (e.g. “MAR 2026”), other cases allow numeric-only formats. Ensuring your production line can accommodate both requirements is an essential consideration.
Despite regional collaboration through the Gulf Health Council, country-specific requirements must be considered. These may include
Participation in local or national tender systems, often with specific branding
Shelf-life or serialization rules
Seasonality of demand
Requirements for local presence or packaging
Regulations around in-country testing or labeling
These issues require insight and flexible operations. Overlooking them can result in costly delays or rejected shipments. This is where local expertise, either in-house or through partners, makes a material difference.
Maturing Regulatory Landscape in Developing Countries
Luckily, developing countries are indeed developing, and regulators across the globe regularly collaborate and learn from one another. An example of a positive development across the GCC is the rise of serialization (or track-and-trace) capabilities. What was largely absent in 2010 is now a key regulatory requirement in many regions like the US, EU, Turkey, China, Korea, India, Brazil, and Argentina. In the GCC this is not any different. Serialization is seen as a cornerstone of supply chain security and is rapidly advancing in the region. While centralized guidelines established by the Gulf Health Council around serialization provide a harmonized framework, each member state retains unique requirements.
Saudi Arabia: The Saudi Food and Drug Authority (SFDA) leads the regional serialization effort and since 2018, mandates serialization across the full supply chain – including manufacturers, distributors, pharmacies, and hospitals.
United Arab Emirates: The Tatmeen track-and-trace platform enables national-level pharmaceutical safety, integrity, and reporting.
Bahrain: The National Health Regulatory Authority (NHRA) has adopted a phased approach to serialization and enforces the use of GS1 Data Matrix barcodes.
Kuwait: The Ministry of Health mandates full Data Matrix barcoding with GTIN, batch number, expiry date, and serial number.
Oman and Qatar: These nations are progressing toward full implementation, though they are still in the early stages.
Even though the GCC acts as one region, the information above demonstrates that different regulations can be in place. Efforts by The Gulf Health Council (GHC) to unify requirements across the GCC – such as unified barcoding (as of September 2023) and the rollout of electronic patient information leaflets (e-PIL), reflect a broader drive toward regulatory alignment, increasing patient safety and digitalization. However, execution currently remains country-specific, and serialization strategies must be tailored accordingly.
Summary: Practical Insights for Biopharma Leaders
Drawing on our direct experience supporting clients in GCC market entry, we conclude with several key recommendations:
Start Early and Plan Holistically: Incorporate supply chain into strategic market entry planning, not just post-approval execution.
Treat Each Market Individually: Despite regional collaboration, the GCC is not a single market. Each country requires a localized approach.
Build in Agility: Timelines shift, approvals get delayed, and local regulations evolve. Anticipating change and building flexibility in your approach will help you stay agile.
Engage with Local Expertise: Don’t underestimate the value of local knowledge. Interpretation is important to understand local and regional requirements.
Choose the Right Partners: invest time in partner evaluation. A mutual understanding is needed to make the partnership work effectively and can spell the difference between success and failure.
At AIM, we specialize in helping growing and emerging biopharma companies design supply chains that are fit-for-purpose from day one. Our cross-functional expertise, combined with hands-on experience in markets like the GCC, allows us to support companies in navigating unfamiliar geographies with confidence. To discuss the contents of this article, or to inquire about how AIM can help you plan for launch or expansion in a new market, please contact us.
AIM publishes information and resources related to supply chains for a wide range of biopharma products. Please follow our LinkedIn page or visit our Insights page to stay up to date.
In today’s fast-evolving landscape, companies in pharmaceutical, biotech and life science are increasingly challenged by complex operational demands, rapid demand changes, shifting regulatory landscapes and talent shortages. Whether you’re in Supply Chain, Finance, Quality Assurance or General Leadership, the need for the right talent or an extra pair of (safe) hands can rise at any moment.
Here are 5 clear signs it’s time to bring in experienced interim professionals to support your team:
1. You’re Redistributing Key Staff to Strategic Projects
When your experienced experts are pulled into high-priority initiatives like ERP system implementations or post-M&A integration activities – their day-to-day responsibilities don’t disappear. Whether its operational leadership in supply chain, financial oversight or quality management, backfilling those roles with interim experts ensures continuity and control while your team focuses on critical projects.
2. You’re Missing a Key Player Due to Leave or Absence
Parental leave, medical absence or sabbaticals can leave critical gaps across functions – from supply chain to finance, quality, or general operations. An experienced interim professional with relevant industry experience can step in with minimal onboarding effort to keep operations going, maintain quality standards and avoid compliance issues.
3. Your Team is Overextended by a Surge in Projects or Market Demand
From new drug launches to facility expansions, validation projects or supply chain transformation initiatives, demand surges can push even high-performing teams beyond their limits. Interim support can provide extra capacity to continue to deliver without impacting patient supply.
4. You Need Specialized Expertise You Don’t Have In-house
Facing a regulatory challenge requiring supply chain changes? Need niche expertise in supply chain adjacent areas like manufacturing management, artwork management, serialization, procurement, quality management or do you have a need to build a cell therapy supply chain? When niche knowledge is required quickly, interim professionals with relevant industry knowledge can bring in targeted expertise – without the need for a permanent hire.
5. You Have a Critical Vacancy that’s still Unfilled
Sometimes you can’t wait weeks or months for the perfect hire. Whether you’re in the middle of recruitment or have just lost a key contributor, interim professionals with life science industry experience can ensure you don’t lose momentum while you search for the right permanent fit.
5 Questions to Ask Before Bringing in Interim Support
☐ 1. Are we longon plans, but shorton specialized bandwidth?
☐ 2. Do we need someone to help us out now (not in 3 months)?
☐ 3. Would we see a clear improvement in cost, efficiency, or performance – if only we had someone with life sciences (supply chain) expertise to implement it?
☐ 4. Is there a critical project or function that needs experienced leadership, fast?
☐ 5. Can we afford to delay progress or tradeoff quality by not filling this gap immediately?
If you answered “yes” to any of the above, it’s time to explore how specialized interim professionals can help your business move forward- faster, smarter and with full compliance.
Why AIM Interim Services?
Our broad base of professionals have robust experience in life science organizations. They can step into senior staff and management roles in:
The “right chemistry” between your organization and our specialized professionals
Access to a diverse portfolio of professionals with proven track records to match your specific challenges
Successful interim assignments via the support of AIM’s Core Team and Delivery Management
Ready to take action?
Schedule a call with our team to discuss how we can support you
Request a sample pack of our experts’ profiles to explore a possible match with our professionals
Articles April 29, 2025
Cell & Gene Scale-Up: How Supply Chain Design Evolves as a Company Matures
By Peter Martens and Marleen Overbeeke
In 2024, AIM published an article exploring the supply chain implications of transitioning from the clinical to the commercial stage in the cell and gene (C&G) therapy space. As one might imagine, advancing to commercial production and distribution brings a lot more complexity. As the number of patients increases, demand becomes less controlled and less predictable. Logistical challenges increase as the number of treatment centers expands. Patient engagement and consent processes, labeling requirements, and order-to-cash processes all become more complex. Meanwhile, physicians and patients will understandably seek the most reliable delivery and best turnaround times, even as complexity rises.
Dealing with that initial transition is challenging. But what about after that? Are all the puzzle pieces set at that transition point, only to remain in place indefinitely? In short, no. Instead, it’s more accurate to view the transition as an ongoing process that persists as the company matures and scales up its operations over time, continually refining and optimizing its supply chain design and set-up. But what should that process look like, and what are some key points to keep in mind?
More recently, our team attended a large conference where several major pharmaceutical companies shared their views on setting up supply chains for cell and gene products. The consensus emphasized leveraging existing capabilities, building new ones where necessary, and starting with automation to avoid reliance on manual processes. These are fair points when backed by a large, established organization. But what happens if a company is entering the cell and gene space without such support?
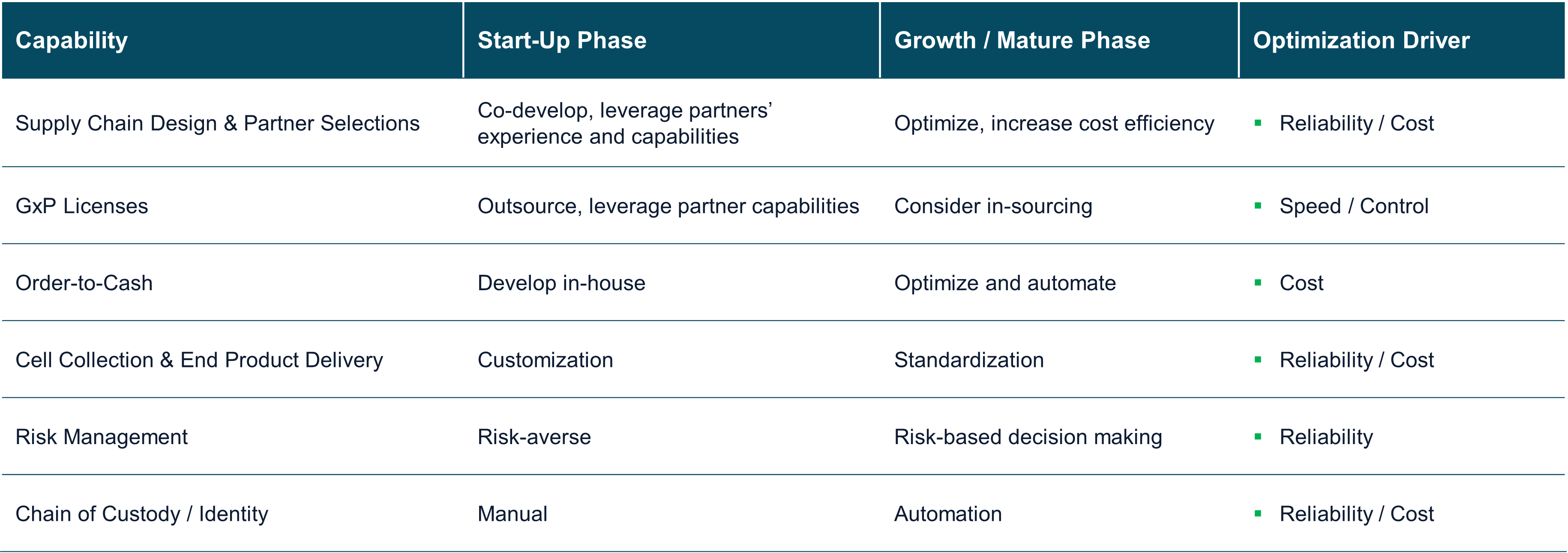
In this paper we explore the questions above, as well as the implications for cell and gene therapy companies as they evolve through different phases of maturity. We start by outlining considerations for supply chain design and set-up during the initial launch phase. Then, as companies grow, different approaches are required, particularly as they scale up. In this context, we examine how things can evolve across six key capabilities:
Supply Chain Design and Partner Selections
GxP Licenses
Order-to-Cash
Cell Collection and End Product Delivery
Risk Management
Chain of Custody / Identity
Table 1: Supply Chain Evolution Across Six Key Capabilities
As companies mature, order volumes typically increase. Automation and standardization can offer solutions to manage the growing complexity. However, it is equally important to assess whether the supply chain setup still meets operational needs – and whether changes are needed to ensure timely, reliable delivery and optimal vein-to-vein time. Throughout its growth journey, any company will need to appropriately balance cost considerations with the need for reliability and speed.
The maturity phases mentioned in Table 1 above are loosely defined as Start-Up and Growth / Maturity. Each company’s journey is different, so it isn’t value-added to be more granular at this point. We also focus only on a small number of processes, actions, and external factors. Our intention is to offer context for situations in which it may be valuable to revisit earlier decisions.
Supply Chain Design and Partner Selections
Many C&G companies retain components of their clinical-stage supply chain setup as they transition to commercial operations. While new markets, destinations and customers are added, the overall design is often not reconsidered, as we mentioned in our previous article. The company’s focus is understandably on getting the product on the market to serve patients, and rightfully so. However, it’s important to ensure that the supply chain partners that served the company well in the clinical stage are equally suited to the commercial supply chain.
As companies grow, and as the numbers of patients, customers, and transactions rise, they typically require additional capacity and flexibility. The flip-side is that they typically also become more cost-conscious. Our team has seen clients work effectively with renowned partners in the clinical stage, only to encounter capacity constraints or cost challenges during commercial rollout.
We recommend periodic evaluation of both the business and market supply chain needs. These may indicate that existing partners can continue supporting the company well in the commercial stage with minor adjustments, or they may highlight some serious gaps. In the latter case, and depending on the type of supplier, we recommend assuming approximately six months for selection, qualification, and contracting of a new supplier. In the selection process, it’s key to select a supplier that is flexible and equally invested in delivering on the patient needs and supporting the company’s growth.
GxP Licenses
Pharmaceutical companies entering the European market are often critical of the size of their operational footprint. GxP licensing is a key component of this discussion. At a basic level, a company requires a Manufacturing Importation Authorization (MIA) with a corresponding Qualified Person (QP) market release, as well as a Wholesale Dealer Authorization (WDA) with a corresponding Responsible Person (RP) release.[1]
Many companies—particularly in the start-up phase but also later—opt for leveraging a third party’s MIA. This allows the quality management system to focus on Good Distribution Practice (GDP) to support the WDA, which typically requires less effort to create, maintain and implement.
In the autologous cell therapy space, however, this setup requires careful consideration. From the outset, it is important to understand the QP’s level of autonomy and the flexibility required from a business perspective. We have observed cases where QP availability was limited to regular working hours, resulting in delays that directly affected vein-to-vein timelines. Given the time-sensitive nature of C&G therapies, aligning on working hours and service expectations is critical when working with a partner for MIA and QP services. Our team has seen examples where product release was postponed by several days due to weekend scheduling. While this may be standard practice in traditional pharma, in autologous C&G therapies where every day counts, it can demand a more strategic approach, as delivery, reliability, and turnaround time are crucial.
As volumes increase, the scheduling and execution of EU market release steps—especially if the QP requires physical access to the product—can become a bottleneck. Of course, this is QP dependent and subject to local interpretation of requirements for performing EU market release. From the beginning, we recommend clearly defining all requirements and availability expectations when outsourcing QP services. These requirements are sometimes overlooked during preparation for filing. We suggest regularly reviewing the licensing setup to ensure it still meets the company’s future requirements.
Depending on the state and scope of the quality management system, obtaining an MIA can take 6-9 months. Once granted, the MIA must be added to the EMA dossier to allow the company to “insource” the QP market release activities. Most vendor companies that offer the services described above are also capable of helping develop a quality management system and supporting a license application. In a more mature state, such partners can also serve as a back-up QP for extra capacity or to cover absence of the in-house QP.
Order-to-Cash
For companies setting up operations in Europe, establishing an efficient order-to-cash (O2C) process—either directly or via a partner—can be one of the more complex tasks. EU, and local regulations on ordering and invoicing, market behavior, platform requirements, and language barriers all play a role.
In the C&G space, some of these challenges may be less severe due to the type of customers and the volume of shipments. We can assume (for example) that the centers of excellence that administer these therapies generally operate in English, allowing for simpler communication without the need for using multiple languages. However, regulatory and invoicing challenges still apply.
Transaction volume can also be a double-edged sword. During the early stages of commercialization, companies may process fewer than 50 transactions per year. Order-to-cash partners typically price services on an activity basis, making low volume clients less attractive or more costly per transaction. This could be a challenge for C&G companies that are seeking to outsource this process at an acceptable cost level.
For this reason, setting up an internally managed process may be the best option in the early stages. With limited volume, a company can often handle transactions manually with existing tools. An order often translates directly into a reserved manufacturing slot, determined by either fresh or frozen cell collection. Companies may also need to consider how and when slot availability is shared with treatment centers at the moment of order placement. Having a system in place to share such information–via a portal, for example–is ideal. However, be sure to involve your customers in the design process to avoid potential negative feedback and/or the possible need to rework the solution later.
As commercialization progresses and volumes grow, complexity increases. Local regulations, ordering practices, invoice requirements, and payment behaviors differ by country and will become more complex. Supporting this internally will require more resources (additional FTEs) and the potential need to invest in more advanced technology.
The make or buy decision around the O2C process should be revisited regularly. Technology will play a key role in keeping the process manageable. Implementing automation in order entry, creating a customer portal, and selecting a broker to manage and monitor e-invoicing requirements are just a few things to consider.
However, since order-to-cash processes involve direct interaction with end customers and directly impact vein-to-vein time, it is critical that the process remains reliable through each of the company’s maturity phases.
Cell Collection and End Product Delivery
In autologous therapies, a company must design a process to collect the apheresis material from treatment centers. It is essential that this process ensures cell quality while also being efficient for the treatment center. As companies transition from clinical to commercial supply, the cell collection process is often based on the original clinical design. While suitable for studies, that’s not necessarily scalable.
Many companies start with a passive, patient-specific shipping solution with pre-applied labels. This avoids the need for hospitals to generate their own labels, ensuring that the chain of identity (COI) is preserved. However, as volumes increase, the need to store pre-labelled boxes becomes a logistical challenge. These boxes are supplied well before the apheresis process is performed to allow immediate shipping of the material but take up significant space at the hospital. To address this, companies may allow hospitals to generate labels themselves. This enables a more flexible label, pack, and ship process led by the hospital. The manufacturer must now be equipped to handle inbound shipments prepared by the hospital, requiring alignment on label formats, arrival windows, and COI / chain of custody (COC) standards. It is also key for the manufacturer to ensure all parties apply the same amount of rigor in the COI / COC process to ensure the correct cells arrive against the correct conditions.
Finished cell delivery will likely undergo a similar journey. In the startup phase, as the number of orders is low, a company will probably leverage the experience gained during clinical operations. Often, the company will closely monitor and manage each step of the order journey to ensure that all goes as planned. Delivery is typically white-glove, highly coordinated, and supported by hands-on training for hospital staff. In some cases, the delivery driver may even play a key role in the process. We’ve seen examples where the driver could also train or re-train the staff upon arrival, perform dry runs with the hospital staff to increase the chances of success, and immediately provide the manufacturer with information on the delivery process and any potential events.
While effective, these services are costly. As volumes start to grow, cost-consciousness typically increases. Companies look to work with supply chain partners to scale back services while still striving to maintain quality and reliability. Scaling back might involve non-dedicated transport (e.g. milk runs) or optimized packaging for easier hospital handling. Advanced tracking and real-time temperature monitoring can also help maintain standards while reducing cost.
To ensure the best vein-to-vein time, as well as reliability in pick-up and delivery timing, companies should assess the capabilities of their supply chain partner(s) and ensure they are meeting the requirements of their respective maturity stage.
Risk Management
In C&G, where treatments are time-critical, a structured risk management process is essential. Early on, every order is closely monitored to better understand and quantify risks. As companies grow, they can shift to more proactive risk mitigation strategies. For example, introducing back-up shipping lanes, moving from dedicated vehicles to non-dedicated, switching modes (road to air or vice versa, etc.), or adjusting service levels based on risk tolerance. An example here would be allowing more shipping days or combining shipments in a milk run.
Volume and experience provide valuable data for reassessing the logistics strategy. As a company matures, it gains a much better understanding of the relevant distribution lanes, as well as critical control points. This enables the company to adopt a more informed risk-based approach that can help reduce costs while maintaining quality levels.
For example, some companies reduce service levels while maintaining reliability by moving from white-glove service to parcel delivery on specific routes. With scale, companies should establish playbooks detailing internal and external processes and agreements. These ensure that even when more risk is introduced, performance levels remain high and predictable.
While introducing more risk into your supply chain sounds contradictory, as volumes grow and complexity increases, a risk management strategy that is too risk averse will be challenging to scale up. Companies that understand their supply chain risk, perform regular risk assessments, and actively manage it will be more effective during scale up. Avoiding risk at all costs will be very expensive to sustain and may prevent a company from being flexible and agile enough to adjust to customer expectations.
Chain of Custody / Chain of Identity
COC and COI are critical pillars of any cell therapy supply chain. Multiple solution providers offer reliable tools to manage this. However, they regularly need to be adjusted to fit the company’s specific process. Special care is needed, though. If such development is done in isolation, then it may impact usability for the end customer, particularly for hospitals managing products from multiple manufacturers.
Each manufacturer may offer a different platform, login procedure, or workflow. In one instance, a client selected a leading software system and tailored the platform to anticipated user needs. However, once launched, the company received feedback from the market on the solution they had implemented. Updates were made to the process, but this obviously took time. Additionally, discussions rose within the organization on how well the portal would perform in other parts of the world. Were there more local requirements that should be included? What about language, what would customers prefer?
In a start-up phase, a company might still decide to “handhold” each order and manage the customer experience very closely. As volumes rise, this becomes very labor-intensive with an increased risk of mistakes. Technology becomes essential, but it must be developed with a deep understanding of the market, and ideally, in collaboration with key users. If the solution doesn’t meet user requirements, then it could negatively impact vein-to-vein time and overall customer satisfaction. To help ensure long-term success, a manufacturer needs to proactively consider the user experience early on, then design a robust and user-friendly system that can scale up effectively.
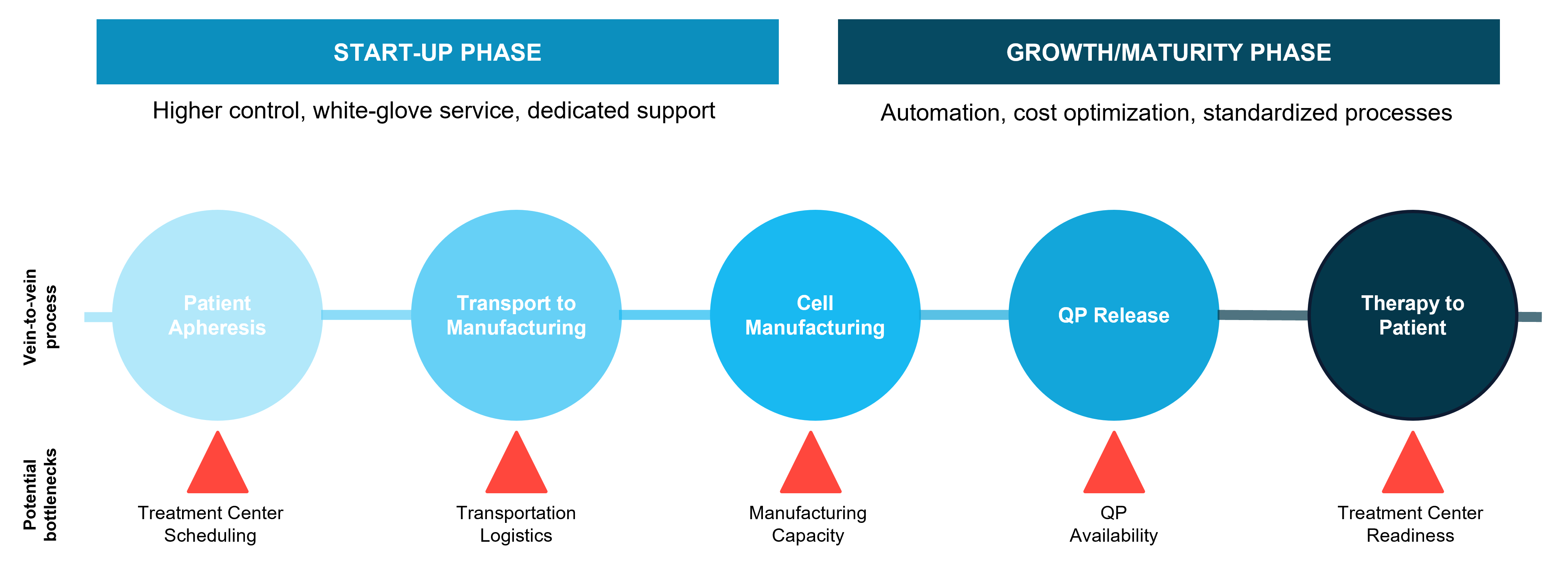
Figure 1: Vein-to-vein process for Cell & Gene Therapy, with potential bottlenecks and timeline impacts
Parting Thoughts
Clearly, making the transition from a clinical supply chain to a commercial supply chain involves a transition process. But the transition doesn’t end there. Rather, it continues through various phases of the company’s evolution.
Physicians and patients will always seek an effective therapy that provides the most reliable delivery and the best vein to vein time. As a company matures, it’s important to proactively and routinely review the supply chain design and key business practices to ensure they still support customer needs effectively and efficiently.
AIM publishes information and resources related to supply chains for a wide range of biopharma products, including cell and gene therapies. Please follow our LinkedIn page or visit our Insights page to stay up to date. To discuss the contents of this article, or to inquire about how AIM can help you design and develop the optimum supply chain for a cell-based therapy, please contact us here.
[1] Note that if a company holds its own MIA, then in most cases it will not need a separate WDA for that specific entity.
Articles December 11, 2024
How to Maintain a Successful 3PL Distribution Partnership
By Corné van Raak, Sander Smit, and Ronald van Zitteren
In a recent article, we provided some guidance for finding the right distribution partner (third party logistics service provider / 3PL). We emphasized that this task is strategically important for biopharmaceutical companies—and for marketing authorization holders, in particular. However, selecting the right partner is only part of the equation. The other part centers around effectively managing the partnership to ensure that it’s an ongoing, valued-added experience for both sides.
As they say in the project management profession: getting married is a project, but staying married is part of daily operations (and arguably more important in the long run). The same is true for the partnership with a 3PL. Finding the right partner should be managed like a project, but keeping the partnership alive for the long-term is critical and should be part of regular operations. The table below provides a bit more detail on the differences between project management and operations management.
Table 1: Project Management vs. Operations Management
Due to these contrasts, the operational management of a 3PL requires different skillsets—and likely different people—than 3PL selection.
It’s helpful to view the 3PL as the point where plan-to-stock and order-to-cash come together. The 3PL stores the final product, ready for shipment to the end customer. As such, it’s the end point for the plan-to-stock activities. At the same time, a 3PL is responsible for (part of) the order-to-cash operations, as shown in Figure 1 below.
Figure 1: The 3PL, a Critical Link
This diagram makes it clear that multiple departments should be involved in 3PL operations, even though the 3PL’s scope may vary from one company to the other. Nevertheless, one person or department should generally maintain the relationship with the 3PL’s account management team. This keeps the communication lines clear, which we’ll address in more detail later in this article.
Five Key Areas for a Good 3PL Relationship
A biopharma company should pay close attention to five key areas that help facilitate good strategic relationships and support effective operations.
Figure 2: Five Key Areas in 3PL Relationship Management
Governance
Good governance normally starts with the contractual agreements that are in place, such as the Master Services Agreement (MSA), Service Level Agreements (SLA), and the Quality Technical Agreement (QTA). These should be supported by proper governance meetings and the right performance metrics, as per the diagram below.
Figure 3: Key Aspects of Governance
One of the main success factors for proper 3PL management is having the right distinction between Operational Reviews (daily/weekly), the more tactical Performance Reviews (monthly/quarterly) and Strategic Business Review Meetings (quarterly, twice per year, or annually). This calls for the correct preparation, attendance and participation in the right meetings, and subsequent delegation and escalation, both on the 3PL side and the biopharma company side.
It is also important to recognize the right moment to transition from a project mode into an operational mode. In the project mode, there is typically more frequent senior leadership involvement, so it is vital to recognize the appropriate moment to move to the more structured governance cycles as described above.
Communications
As always, good communication is critical to success. The main thing here is to distinguish between the day-to-day topics (like order blocks, transport issues, or return requests) and the more strategic issues. We have observed that there is a tendency to diffuse communications with the 3PL, with different departments getting involved. However, our advice is to carefully think about the correct communication channels up-front, then ensure that communication channels are clearly delineated and well understood.
Quite often, a company will use one of two basic models:
Butterfly Model – Only the account manager of the 3PL and the logistics manager of the pharmaceutical company communicate on a regular basis, creating a butterfly shaped communication chart, as seen in Figure 4
Diamond Model – All departments communicate directly with each other, and the account manager and logistics manager only lead and coordinate in the background, creating a diamond shaped communication chart, as shown in Figure 5
Figure 4: The Butterfly ModelFigure 5: The Diamond Model
However, we typically recommend implementing a third flavor, which we call the Hourglass Model (Figure 6).
Figure 6: The Hourglass Model
The Hourglass Model is a sort of hybrid approach, using elements from both of the other models. With the Hourglass Model, the 3PL Account Manager and the Logistics Manager serve as linchpins, similar to the Butterfly model. However, their span of communications is somewhat narrower, focusing on the more tactical topics but also serving as an escalation lever in case of recurring operational topics. The Operations Teams and the Leadership teams maintain more direct lines of communication with their counterparts on the other side, similar to the Diamond Model, with Leadership focusing on longer-term strategic issues and Operations focusing on day-to-day management.
The Butterfly Model certainly has its benefits in the early stages of the collaboration, where the account or project managers streamline all communications and are the linchpins for everything. As such, they prevent inconsistencies and communication gaps. However, at a later stage, it becomes necessary for certain departments to talk directly with each other, as in the Diamond Model. Example interactions include Finance-to-Finance, Quality-to-Quality, and potentially Information Technology (IT)-to-IT. This direct communication is needed because the topics get too complicated and technical for a generalist (like an account or project manager).
In the long run, the best model in our experience is the Hourglass Model. It is inevitable that certain daily, weekly, and operational communication must happen from time to time to talk about things like blocked orders, new customer creations, transportation issues, or planning inbound 3PL shipments.
In addition to the regular operational communications handled by the Operations team, there will still be a major role for the account and logistics managers to streamline the more generic and longer-term overall communications, to keep the communication flows clear, and prevent gaps and inconsistencies. It will be important to nominate the right people to streamline this communication.
What we see quite often is that the sales teams and quality organizations are based in the local countries, while the supply chain, distribution, and other departments operate on a regional or global level, often from a European or US headquarters location. This makes it even more important to establish this model clearly, to prevent local teams bypassing communications lines by talking to “their” 3PL directly.
In addition, it would be good if the leaders in the two companies communicate with each other periodically, for example during the strategic business reviews, as mentioned above. This could also be communication on a regional or group level, as most 3PLs have sites in multiple countries. Please note that it is no coincidence that this hourglass model mimics the three governance layers that we explained previously: operational, tactical, and strategic.
Planning
To maintain good cooperation, it is important to plan demand and supply properly. This involves planning inbound and outbound shipments, order frequencies and units shipped. It can also involve looking ahead to required pallet spaces, future product launches, or any other major changes such as regional expansions, updated service requirements, and new regulations. In the long run, nothing is stable, so it is important to share the right information periodically. The governance model and contracts that are in place normally will cover these inputs, and it might trigger conversations with departments that are not usually involved in 3PL management, such as new product introduction teams or the global forecasting department.
Technology
As the pharmaceutical business evolves, so does technology. The days where customers order their products with a phone call or fax to the manufacturer are almost behind us, and even email is seen as an outdated technology. E-ordering and e-invoicing have become the norm, and this calls for effective collaboration between the 3PL and the pharmaceutical company.
Flat-file text interfaces might be appropriate in the beginning of a collaboration, but at a certain moment, electronic data interchange (EDI) or other more sophisticated interfaces will be required. Business intelligence software and enterprise resource planning (ERP) integrations could be leveraged to allow data analytics for regular operations management and long term improvements. That is why it is important to keep both IT departments actively involved and engaged.
In addition to IT, there is also shipping technology to ship and track product efficiently and effectively: things like insulated shippers, GPS and alert trackers, or aggregation in serialization. It is important to stay abreast of these possibilities and implement together with the 3PL as needed.
Measurement
Numbers tell a big part of the story in day-to-day operations. However, not everything that matters can be measured and not everything that we measure actually matters.[1] That’s why it’s important to have the right key performance indicators (KPIs) in place that align with the company’s strategic objectives. Leaders should set the right targets accordingly, then analyze performance and trends on a regular, systematic basis. Of course, such performance reviews are important, but they’re worthless unless leaders use them to implement and communicate corrective and/or improvement actions.
KPIs can have multiple objectives, including:
Improve operational efficiency
Enhance customer satisfaction
Enable decision making
Facilitate continuous improvement
Drive accountability
However, it’s important to recognize that in supply chain and logistics, unforeseen things sometimes happen, and as said, not everything can be measured appropriately. That’s why decision makers should also look at the qualitative aspects of the collaboration, and make sure that the right things get done. In the end, KPIs are a useful tool but they’re not the holy grail.
Closing Remarks
The pharmaceutical industry is one of the most resilient, despite various macro-economic challenges that go beyond the scope of this article. However, the pharmaceutical landscape is constantly evolving, with many mergers, acquisitions, divestitures, and other restructurings taking place on an ongoing basis. Therefore, it’s important to realize that a partnership with a 3PL will not be an indefinite one. Ultimately, there might come a time to part ways. Having the right structure in place will help in such a case, as it can be very important to say goodbye properly.
In addition, new requirements, such as novel products, increased demand, new technologies, or regional consolidation could drive future developments, and may also drive a change in scope or a change in the required service levels. Ideally, the 3PL and the pharmaceutical company will develop together, as per Figure 7 below.
Figure 7: Relationship Stages for Biopharma Company and 3PL Partner
AIM has extensive experience in setting up, maintaining, and properly evolving the relationships between pharmaceutical companies and all major 3PLs. Please connect with the AIM team if you have any questions or need any support.
How to Find the Right European Distribution Partner
By Corné van Raak and Ronald van Zitteren
The biopharmaceutical industry seems to grow more complex on a daily basis. Treatments are becoming increasingly sophisticated, with more advanced therapies having special storage, handling, and administration requirements. In addition, the industry is becoming more competitive while also dealing with ever-increasing cost pressures. In such an environment, selecting—and effectively managing—the right third-party logistics (3PL) partner becomes extremely important. The right partner can help reduce complexity, boost efficiency, and even offer a competitive edge.
Interestingly, biopharma companies large and small all seem to draw from the same small pool of logistics service providers, as there are just a handful of 3PL players active in Europe. Why is that, and what can companies do to make the right selections and establish the right partnership(s)?
In essence, this is a question of cost versus quality, where cost has two components:
Costs to establish good quality (prevention and appraisal cost)
Costs as a result of bad quality (failure and/or cure cost)
To give a few examples:
Training staff in advance incurs prevention costs
Carrying out inspections incurs appraisal costs
Rework and scrap represent failure costs.
We all know the saying that “Prevention is better than cure,” but what does this really mean? In reality, optimizing supply chain outcomes is about finding the “sweet spot” of prevention versus cure. As Figure 1 illustrates, the cheapest partner might not be the best partner. At the same time, exceptional quality comes at a very high cost. In the pharmaceutical industry, the tendency is to go for the best quality due to the nature of our products, and rightfully so. However, in the practical world of logistics and distribution, one should realize that issues and mistakes will happen, such as trucks breaking down, incorrect shipment addresses, or delays due to severe weather situations. Given these realities, the best approach in selecting a partner is to aim for the “sweet spot.” Please note that different products might have different sweet spots. For example a highly sophisticated cell and gene therapy has basically zero room for error, and therefore has different requirements than a commoditized product such as ibuprofen.
Figure 1: Optimizing the mix of Prevention / Appraisal and Failure Costs
Below, we provide some guidance for companies that must evaluate and select a 3PL partner. We share some of the attributes an effective partner should possess, as well as some positive indicators that any given 3PL partner has those attributes.
Ideal Partner Attributes
The ideal partner has the right personnel.
The correct distribution of medicinal products relies upon people. For this reason, there must be sufficient competent personnel to carry out all the relevant tasks. Individual responsibilities should be clearly understood and documented.
Positive Indicators: All employees visibly stick to the established procedures, such as reverse parking on the parking lot if that is the rule, or no food in the warehouse space. People should visibly enjoy their work, and a smile goes a long way.
The ideal partner is clean, dry and cold.
The premises should be designed or adapted in such a way that the required storage conditions are maintained. All equipment related to the storage and distribution of medicinal products should be designed, located, qualified, and maintained to a standard which suits its intended pharmaceutical purpose. Various temperature ranges will apply for pharmaceutical products, most commonly between 2 and 8 degrees Celsius, but also between 15 to 25 degrees Celsius, or at minus 20 degrees Celsius.
Positive Indicators: There is no dirt or garbage inside or outside, such as leaves or discarded equipment. The walls should be dry (mold contamination is an immediate “no go”). There should be no unusual smells. Visible temperature controls are important, and a good partner shows that it complies by using probes, alarms, measurements, isotherm shippers, and so on, to maintain the right temperature from beginning to end.
The ideal partner documents everything.
Written documentation should prevent errors from spoken communication and permits the tracking of relevant operations during the distribution of medicinal products.
Positive Indicators: Documentation should be timely, complete and unambiguous, and it can only be inconsistent if it is stored redundantly. There should be no manual cheat sheets and outdated performance boards.
The ideal partner ensures that your identity is kept, sticks to your rules, and avoids fakes.
Suppliers and their subcontractors should be qualified, and the operations of receipt and storage of your products should cause no negative impact from light, temperature, moisture, or other external factors. Outdated products should be properly destroyed, and controls should be in place to ensure the correct product is picked. The partner should use all means available to minimize the risk of falsified medicinal products entering the legal supply chain.
Positive Indicators: Gates and a clear segregation of different areas. A good partner should be able to demonstrate that it is not possible to pick or pack the wrong product by (for example) purposefully scanning the wrong bar code or deliberately packing the wrong quantity packs. The partners should be able to clearly show how these types of mistakes will be spotted, for example via the 4-eyes principle or use of a check weigher.
The ideal partner knows how to handle complaints, returns, fakes, and recalls.
Complaints should be prevented to the greatest extent possible. When they do occur, they should be logged and addressed. Returns should be handled very carefully, and should always be approved by the pharmaceutical company. In general, it is better to be safe than to be sorry. Fakes should not be able to enter the supply chain, and recalls should be practiced and executed properly.
Positive Indicators Clearly marked areas, proper fencing or caging to prevent mix-ups and access controls in all places.
The ideal partner likes “prenuptial” agreements.
Any activity that is outsourced should be correctly defined, agreed, and controlled to avoid misunderstandings which could affect the integrity of the product. There must be a written contract which clearly establishes the duties of each party. This is the starting point for a good collaboration, but the devil is in the details, as outlined in QTAs, SOWs, etc.
Positive Indicators: A good partner will provide a robust response to any request for proposal (RFP), with clearly described and standardized processes.
The ideal partner likes to do self-inspections.
Self-inspections should be conducted to monitor implementation and compliance with industry principles and regulatory guidelines and should trigger the necessary corrective measures.
Positive Indicators: A copy of the self-inspection reports should be available, and corrective and preventive actions (CAPA) should be documented and followed up.
The ideal partner does not break, adulterate or steal, and knows how to transport.
Your partner will be responsible for protecting your products against breakage, adulteration and theft, and to ensure that temperature conditions are maintained within acceptable limits during transport.
Regardless of the mode of transport, a partner should demonstrate that the medicines have not been exposed to conditions that may compromise their quality and integrity. A risk-based approach should be utilized when planning transportation.
Positive Indicators: Pallets and racking should be handled and used properly, transport companies should be carefully chosen and use similar principles. The 3PL partner should proactively share best practices, as they are the subject matter expert in this area.
Summary and Good Distribution Practices
As demonstrated, a pharmaceutical company should be quite picky when selecting the right partner. Some readers might have recognized information from the European Guidelines on Good Distribution Practices in the text above. Good distribution practices (GDP) describes the minimum standards that a company must meet to ensure that the quality and integrity of medicines are maintained throughout the supply chain. As shown, it can be used as a guiding principle for selecting the right partner, and explains why pharmaceutical companies should be picky. The guidelines contain the following chapters:
Quality Management
Personnel
Premises and Equipment
Documentation
Operations
Complaints, Returns, Suspected Falsified Medicinal Products and Medicinal Product Recalls
Outsourced Activities
Self-Inspections
Transportation
The EU GDP guidelines might seem very demanding at first, but they are there for important reasons and a good 3PL will demonstrate that they take them very seriously. In addition to the EU GDP guidelines, there are other requirements that should be taken into account. These include things such as sustainability, cost to serve, account management, risk management, implementation capabilities, and strategic fit.
Pharmaceutical companies and their products often have more—and stricter—requirements than the average service provider can offer. Therefore, a robust selection process is extremely important. At the same time, the pharmaceutical manufacturer must view the process as a collaboration. It is a real partnership, and this means setting realistic expectations, using clear processes, nominating the right subject matter experts, allowing sufficient time, visiting the sites, and validating the promises of the 3PL. Finding the right 3PL partner in the right situation is one of AIM’s core businesses and we will be happy to help where we can.
Of course, selecting the right 3PL partner is only the beginning. Once the selection has been made and the contract has been signed, it’s important to forge and maintain a strong and effective working relationship. In our next article, we will focus our attention on best practices for 3PL relationship management. Stay tuned for that in the coming weeks.
Launching a Product in Europe: Understanding Supply Chain Cost Drivers
By Ronald van Zitteren, Joop Wijdeven, and Peter Martens
Launching a first product in Europe is not an easy undertaking. Over the past few years, AIM and our parent company, Blue Matter Consulting, have addressed the many considerations and challenges associated with entering European markets. For background, some of those resources are available here:
Those resources and others extensively discuss the regulatory, strategic, commercial, supply chain, and other requirements involved in a European launch. They also stress the importance of local expertise and early preparation (related to strategy as well as the organizational build-out).
In this paper, however, we focus on a relatively narrow topic: the costs of setting up and operationalizing a supply chain in Europe. Specifically, we outline the key cost drivers, along with the “levers” that can affect those costs.
For higher-priced specialty products, supply chain costs will not be the core driver when deciding whether to bring a product to Europe, but they are important. For more traditional products, supply chain costs are likely to represent a larger percentage of the cost of goods sold (COGS) and sales and distribution (S&D) costs and can factor more heavily in the launch.
In situations where there is a competitor already on the market and pricing and reimbursement may be extra-challenging (especially if the competitor is a large manufacturer with an established supply chain), cost can become extremely important. Regardless, it’s helpful for decision makers to understand how supply chain costs can vary and be influenced. As we discuss these cost drivers below, it’s important to remember that some are relevant in any commercialization scenario, whether the company intends to “go it alone” or partner in some way.
Some General Thoughts on Supply Chain Set-Up
Before exploring some specific cost drivers, it’s helpful to take a brief look at some various approaches to supply chain set-up, which can impact costs. Here, we make some broad generalizations, so remember that distinct differences can apply to the various regions (such as the Nordic region, Iberia, the DACH (Germany, Austria, Switzerland) region, CEE (Central and Eastern Europe), and even specific countries. Local expertise will be critical to success in such a complex and variable environment.
Central vs. Localized
We often see companies starting off with a relatively straightforward set-up, selling from a central EU trading company into various EU markets. This structure allows for simpler tax, accounting, external reporting, and order-to-cash processes and it’s often combined with a centralized distribution system. In our view, however, these are distinct decisions to be made. A central distribution system may not always be the most cost-effective solution, particularly if product must be shipped over long distances under rigid temperature and service requirements. In such cases, a more localized set-up can sometimes improve service levels and cost-effectiveness.
Use of Limited Risk Distributors (LRDs)
While a set-up with a single EU trading entity is the mandatory minimum, a pharmaceutical company may decide to add LRDs to their set-up. LRDs will assume some of the decision making and financial risk. However, their presence will drive up the complexity of order-to-cash processes and with that, supply chain expenditures. While LRDs don’t have any other direct impacts on supply chain expenditures, they do result in higher compliance costs and fees.
Lean vs. Comprehensive Trading Infrastructure
A lean trading infrastructure that relies heavily on third party vendors will minimize the need for pharmaceutical and trade licenses in a number of countries. For example, outsourcing instead of employing mandatory roles (e.g., Qualified Person or Responsible Person) can reduce complexity. Sound analysis is required to determine whether it would be more cost-effective for a given company to retain more functions in-house vs outsourcing them.
Cost Drivers and Trade-Off Options
When planning to commercialize a therapy in Europe, there are some key decisions that leaders must make. These decisions can have profound implications on the supply chain and related costs. Unfortunately, it’s usually challenging to pick the optimum path forward, as decision-makers must understand, quantify, and evaluate the trade-offs involved. Below, we offer some general commentary on each.
Launch Sequencing
In most cases, a company will not launch an asset into all its targeted European markets simultaneously. Commercial, access and reimbursement, and resourcing constraints often prevent that. A first product launch in Europe typically takes several years from the moment of EMA approval until the product has launched in the majority of EU markets.
Early Access Programs (EAPs), Compassionate Use (CU) programs, and others can be good pathways for initial launches in some markets, which can enable the company to begin laying the groundwork for a fully-fledged commercial distribution system that can scale as more launches occur.
The sequencing and timing of market launches depends on a wide range of strategic factors. From a supply chain standpoint, there are several considerations.
Faster launch sequencing or phasing can be resource-intensive and require more up-front investment in supply chain development.
Proper launch phasing also impacts hiring needs. Initially, certain must-have roles can be established in-house while others can be filled via outsourcing. As the supply chain matures, more capabilities can be brought in-house. This can help control up-front costs and reduce financial risk.
Once revenue starts coming in, the company can scale up the supply chain infrastructure as needed, enabling volume growth to bring down post-launch per-unit distribution costs.
For complex geographic markets, a company may decide to use a partner or distributor to enable faster development and control risks. The company can reevaluate the need for those partnerships after several years. In smaller markets, international pharmacies could be useful. Clear, robust analysis is needed to determine the optimal approach for each market.
Distribution Channels
The basic distribution channels that can be used for a therapy (wholesale vs. hospital vs. retail pharmacy vs. direct-to-patients) can significantly impact various factors that relate to costs. Also, it’s important to remember that some channels are more suitable for certain products or product types than others. Table 1 provides a brief overview.
Table 1 – Relationship of Distribution Channels to Various Cost Factors
Factors
Wholesale
Hospital
Retail Pharmacy
Direct-to-Patient
Relative Cost Implication
Low
Low-Mid
Mid-High
High
Number of Customers to Manage
Lowest
Mid
Mid-High
Highest
Relative Order Sizes
Largest
Small-Mid
Small
Smallest
Relative Order Frequency
Lowest
Low-Mid
Mid
Highest
Accounts Receivable Risk
Low
Low
Mid
Highest
Level of Specialized Services
Lowest
Mid
Low-Mid
Highest
It’s important to remember that decisions regarding which distribution channels to use are not always made by the biopharma company. For example, some higher-priced specialty products must be dispensed via the hospital channel. For example, this is often the case in Spain and Italy. In Spain, wholesalers are only active in the retail chain, meaning that if your product is only supplied to hospitals, the wholesale channel will not be a viable option.
There are also markets, such as the Nordics in which the wholesale channel is very dominant. For a launching pharmaceutical company, it would make little sense to implement a different channel. The flip-side, however, is that the company has very limited negotiation leverage in contracting with such parties. This is an area where having the right local knowledge and support is essential.
Distribution Network Models
Above, we briefly contrasted centralized vs. localized distribution models. Here, we add a few more thoughts on the topic. Shipping from a single warehouse location to any customer in Europe (centralized) vs. shipping from regional or local warehouses (localized), typically implies:
Longer distance shipments
Potentially cross-dock or infeed needs requiring time, bringing extra risks for product integrity
Only one warehouse partner to be found, contracted, and managed
Single reporting a data feed
Lower service levels to be offered (on average)
Ultimately, the company must make decisions regarding the most appropriate network model to use by weighing the trade-offs between storage and transport costs, the typical order frequency, average order size, and most critically, the product requirements. From a practical standpoint, the cost of adding and managing an additional third-party logistics (3PL) partner can often be lower than attempting to transport directly to end customers from a central location. Cost and service levels don’t always have to be in opposition to one another.
For start-up companies with a single product, it makes sense to look at the expected pipeline development over time, considering the supply chain features and capabilities that upcoming products—or new indications or dosage forms—might require. It pays to stay ahead of the curve.
Product Configuration Choices
Determining the optimum product configuration for use across multiple markets can be very tricky indeed, sort of like a complicated puzzle. Simply put, a company typically needs to maximize the number of markets for which a given stock-keeping unit (SKU) is fit for use (as opposed to country-specific SKUs). Doing this reduces the overall number of SKUs that the company must manage and should also imply:
Larger, more cost-effective batch sizes
Less volatility in demand (as demand fluctuations “average out” across markets and stock can be shifted as needed, since it can be used in multiple markets)
Easier inventory management
Reduced out of stock and expiry risks
Potentially enhanced ability to negotiate exemptions on certain requirements with some local authorities (especially in small markets and for “hospital only” products)
SKUs that can be used in multiple markets do, however, increase the risk for parallel trade. This is of course perfectly legitimate, but it may counteract some of the above mentioned benefits when taking only the manufacturer viewpoint.
Internalization or Externalization Choices
As mentioned earlier, a company’s choice to take on more burden in-house vs to rely more heavily on outsourcing can have major implications on supply chain cost and risk, as well as other factors. Table 2 outlines some key factors and the relative impact of in-house resourcing vs. outsourcing.
Table 2 – Key Implications of In-House Resourcing vs. Outsourcing
Consideration
In-House
Outsourcing
FTE / Staffing Requirements
Higher
Lower
Access to Knowledge
Mid / Long-Term
Short-Term
Fixed Costs
Higher
Lower
Variable Costs
Lower
Higher
Ease of Scale-Up / Scale-Down
Harder in near / mid-term
Easier in near / mid-term
Level of Direct Control
Higher
Lower
From a process perspective, there are plenty of tasks to outsource, mainly those of an operational nature. Storage and distribution of the physical product are obvious ones, but there are many 3PLs that also offer varying degrees of service in the order-to-cash or order-to-invoice space. Finding the right “fit” and truly outsourcing are key. For any company, there is a thin line between having appropriate oversight of outsourced services and inadvertently introducing “flowstoppers” by injecting itself too much into the operational process. Our recommendation is to have proper oversight over supply chain partners, but to delegate operational execution leveraging the core competencies of such partners.
Service Levels
Service levels are another factor that can drive costs. Strategically, the company will need to determine if it wants to out-perform competitors from a service level standpoint or basically conform to market norms. Obviously, providing a premium level of service will often require “white glove” partners and drive costs upward, and the company must determine if the competitive advantage to be gained is worth the cost. One approach is to provide a premium service for a patient’s first-time use and/or for the titration period, if applicable, then to move to a standard service for the maintenance phase.
To help evaluate whether the added cost is justified, the company must consider the nature of the required service (e.g., urgency level, first use vs. maintenance, “on the shelf” availability needs, etc.). Such factors play a major role in determining the required fulfillment speed, transport solutions, and so on.
Parting Thought
This brief article only offers a high-level view of the cost drivers associated with biopharma supply chains in Europe. It is imperative that companies begin considering these drivers and factors early, several years before launch. Too often, supply chain questions are left unaddressed until late in the process, unnecessarily putting companies a few steps behind when the initial launch dates start coming into sight. If your company is planning to launch a new product into European markets, then please connect with AIM. We can help evaluate your specific situation and ensure that you proactively identify and follow the optimum pathway.